





- 產(chǎn)品名稱(chēng):2000噸鋁合金快速鍛造液壓機
- 推薦度:

- 參數特點(diǎn)
- 關(guān)于液壓機廠(chǎng)家
- 購買(mǎi)須知
咨詢(xún)熱線(xiàn) : 18306370898
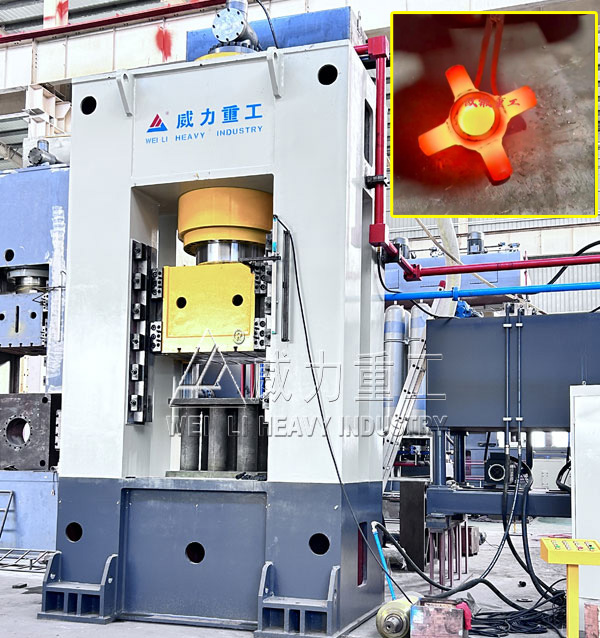
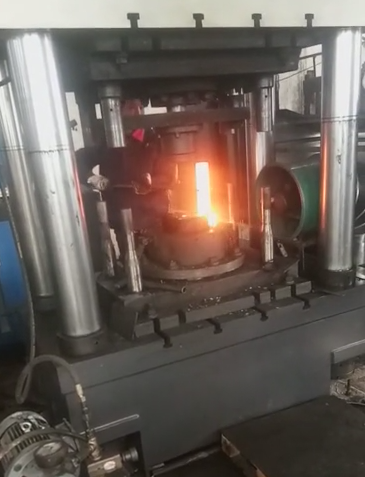
鋁合金鍛造零件的鍛造溫度一般在400~500℃左右,鍛造溫度區間很小,一般在70~100℃之間,工件出爐后溫度很快就會(huì )下降到終鍛溫度,必須快速完成鍛造。威力重工為客戶(hù)設計定制的一臺2000噸快速鍛造液壓機,工作臺面1800mm×1200mm,模具通過(guò)T型槽固定在臺版上。該設備可滿(mǎn)足配合機器人實(shí)現半自動(dòng)化生產(chǎn),使用為生產(chǎn)的2000噸鋁合金快速鍛造液壓機可實(shí)現高精度、高效率、節能環(huán)保等優(yōu)點(diǎn)。定制采購快速鍛造液壓機,咨詢(xún)威力重工張經(jīng)理:18306370898(可加微信)

性能特點(diǎn):
1、2000噸快速鍛造液壓機機身框架以傳統三梁四柱機身為基礎,優(yōu)化了上下梁的內部結構,提高了框架柔性以吸收沖擊,梁焊后采用退火徹底消除焊接應力,保證了機身的強度和剛度。根據鋁合金鍛造成形工藝的特點(diǎn):零件較小、應力較為集中,滑塊采用單缸加壓的形式有效的適應應力集中的使用工況。
2、滑塊本體采用鋼板焊接成箱形結構,同時(shí)采用有限元進(jìn)行分析和優(yōu)化,具有足夠的剛度和強度,焊后退火消除焊接應力。考慮到鍛件生產(chǎn)工藝對設備偏載要求,增加滑塊高度并優(yōu)化改造了滑塊導向結構,滑塊的導向采用導套導向,導套的結構和尺寸經(jīng)過(guò)精密計算、優(yōu)化,從而保證滑塊在熱環(huán)境下膨脹變形和較大的偏心載荷情況下的的運行精度。
3、根據成形速度和位移精度的要求,按照常規液壓機設計,滑塊壓制速度會(huì )隨著(zhù)負載壓力變化而變化,不能保證壓制速度恒定,速度不穩定又會(huì )導致位移精度下降。因此,2000噸鋁合金快速鍛造液壓機,采用恒流量泵搭載負載壓力補償系統,該系統可以保持輸出端的流量不隨負載壓力變化而變化,從而提高速度精度;在補償系統輸入端采用比例伺服閥,用來(lái)調節滑塊速度、控制滑塊位移。
4、油泵采用外部液壓控制泵的輸出流量,除成形和回程階段外,泵的排量降低80%~90%,噪聲降低10~15db,用電量降低30%以上,冷卻功率降低30%,實(shí)現節能降噪,大大改善了操作環(huán)境,降低了使用成本。
5、壓機的滑塊壓力控制采用比例調壓,壓力調整范圍為公稱(chēng)壓力的10%~100%,壓力控制精度為±0.3MPa;滑塊位置采用高精度位移傳感器閉環(huán)控制,位置顯示精度可達0.01mm,控制精度在±0.5mm以?xún)龋换瑝K速度控制采用比例伺服閥,控制精度在±1mm/s以?xún)龋行У奶岣吡隋懠▓D3)的成形精度和位置精度。
6、2000噸鋁合金快速鍛造液壓機提高了生產(chǎn)效率,提高鍛件的質(zhì)量,減少后續加工量,一次鍛造成型,降低了對模具的損壞。
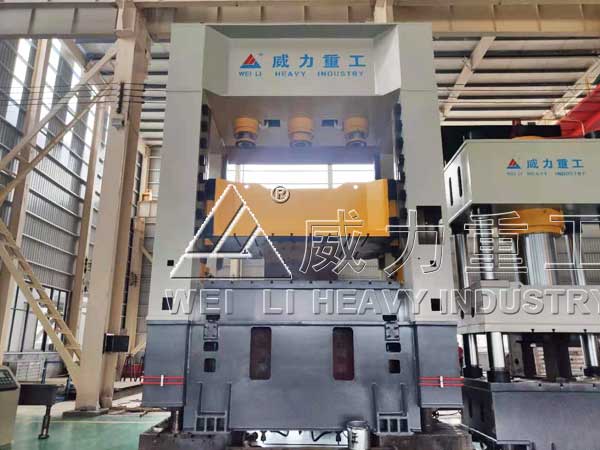
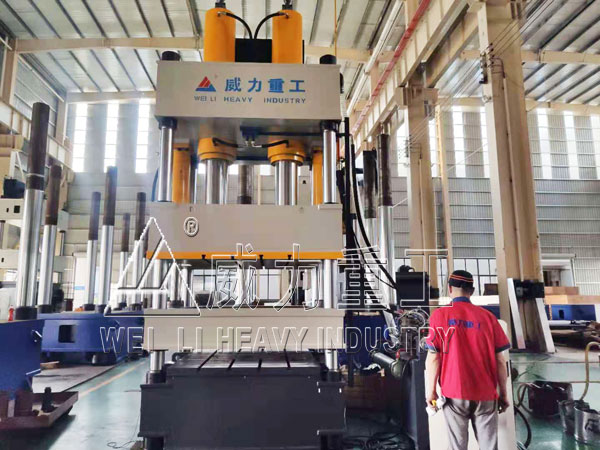
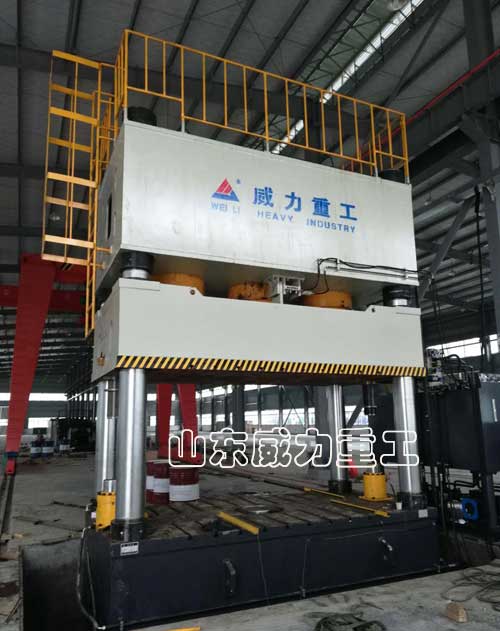
產(chǎn)品展示:





2000噸鋁合金快速鍛造液壓機可采用人工或機器人實(shí)現各工序之間的流轉,提高了生產(chǎn)效率,減輕了人工勞動(dòng)強度。主要用于鋁合金、鈦合金、高溫合金、粉末合金等難變形材料進(jìn)行熱模鍛和等溫超塑性成形。可通過(guò)大的壓力、長(cháng)的保壓時(shí)間、慢的變形速度來(lái)改善變形材料的致密度,用細化材料晶粒來(lái)提高鍛件的綜合性能,提高整個(gè)鍛件的變形均勻性,使難變形材料和復雜結構鍛件通過(guò)等溫鍛造和超塑性變形來(lái)滿(mǎn)足設計要求,可節約材料40%,達到機加工量少或近凈型目標。
快速鍛造液壓機安全操作:
1、快速鍛造液壓機操作者必須經(jīng)過(guò)培訓,掌握設備性能和操作技術(shù)后,才能獨立作業(yè)。
2、作業(yè)前,應先清理模具上的各種雜物,擦凈快速鍛造液壓機桿上任何污物。
3、2000噸鋁合金快速鍛造液壓機安裝模具必須在斷電情況下進(jìn)行,禁止碰撞啟動(dòng)按鈕、手柄和用腳踏在腳踏開(kāi)關(guān)上。
4、裝好上下模具對中,調整好模具間隙,不允許單邊偏離中心,確認固定好后模具再試壓。
5、快速鍛造液壓機工作前首先啟動(dòng)設備空轉5分鐘,同時(shí)檢查油箱油位是否足夠、油泵聲響是否正常、液壓?jiǎn)卧肮艿馈⒔宇^、活塞是否有泄露現象。
6、開(kāi)動(dòng)設備試壓,檢查壓力是否達到工作壓力,設備動(dòng)作是否正常可靠,有無(wú)泄露現象。
7、調整工作壓力,但不應超過(guò)設備額定壓力的90%,試壓一件工件,檢驗合格后再生產(chǎn)。
8、對于不同的快速鍛造液壓機型材及工件,壓裝、校正時(shí),應隨時(shí)調整壓機的工作壓力和施壓、保壓次數與時(shí)間,并保證不損壞模具和工件。
9、機體壓板上下滑動(dòng)時(shí),嚴禁將手和頭部伸進(jìn)壓板、模具工作部位。
10、嚴禁在施壓同時(shí),對工作進(jìn)行敲擊、拉伸、焊割、壓彎、扭曲等作業(yè)。
11、快速鍛造液壓機壓機周邊不得抽煙、焊割、動(dòng)火,不得存放易燃、易爆物品。做好防火措施。
12、快速鍛造液壓機工作完畢,應切斷電源、將壓機液壓桿擦試干凈,加好潤滑油,將模具、工件清理干凈,擺放整齊。
采購快速鍛造液壓機咨詢(xún)山東威力重工,公司可為客戶(hù)量身設計定制,采購咨詢(xún)熱線(xiàn):18306370898(可加微信)
上一篇:上一篇:鍛造液壓機廠(chǎng)家(800T1600噸3150T4000噸)熱模鍛液壓機
下一篇:下一篇:800噸自由鍛造液壓機_800t鍛造油壓機
相關(guān)產(chǎn)品: