






- 產(chǎn)品名稱(chēng):315噸液壓拉伸機|金屬制品拉伸成型液壓機
- 推薦度:

- 參數特點(diǎn)
- 關(guān)于液壓機廠(chǎng)家
- 購買(mǎi)須知
咨詢(xún)熱線(xiàn) : 18306370898
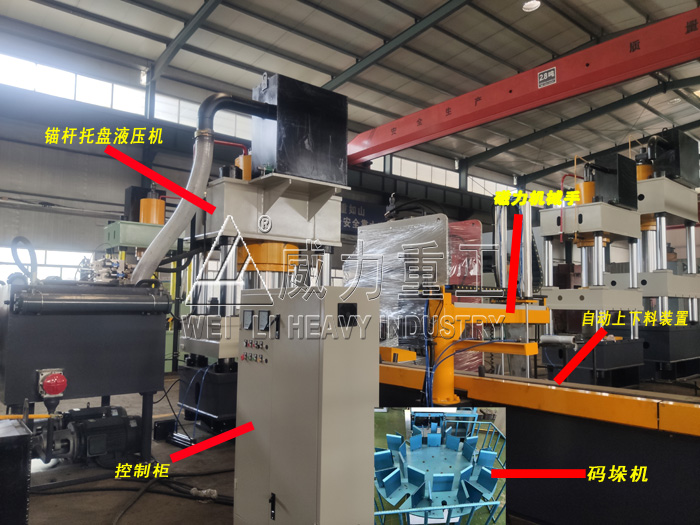
山東威力重工拉伸液壓機廠(chǎng)家可按客戶(hù)要求加工定制,如液壓機的臺面大小、行程長(cháng)短、開(kāi)口高低、工作壓力、運行速度、自動(dòng)上下料、自動(dòng)/半自動(dòng)等。量身打造優(yōu)質(zhì)液壓機設備,滿(mǎn)足客戶(hù)生產(chǎn)工藝需求。山東威力重工技術(shù)部熱線(xiàn):0632-5850029 18306370898(同微信)

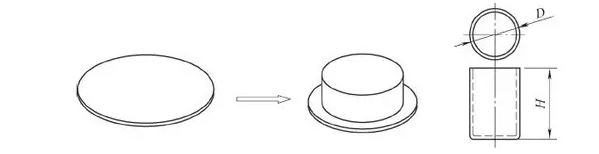
315噸液壓拉伸機|金屬制品拉伸成型液壓機拉伸成型加工是利用模具將平板毛坯成形為開(kāi)口空心零件的沖壓加工方法。拉伸作為主要的沖壓工序之一,應用廣泛。用拉伸工藝可以制成圓筒形、矩形、階梯形、球形、錐形、拋物線(xiàn)形及其他不規則形狀的薄壁零件,如果與其他沖壓成形工藝配合,還可制造形狀更為復雜的零件。
315噸液壓拉伸機|金屬制品拉伸成型液壓機拉伸成型加工是利用模具將平板毛坯成形為開(kāi)口空心零件的沖壓加工方法。拉伸作為主要的沖壓工序之一,應用廣泛。用拉伸工藝可以制成圓筒形、矩形、階梯形、球形、錐形、拋物線(xiàn)形及其他不規則形狀的薄壁零件,如果與其他沖壓成形工藝配合,還可制造形狀更為復雜的零件。


使用315噸液壓拉伸機進(jìn)行產(chǎn)品的拉伸成型加工,包括:拉伸加工、再拉伸加工、逆向拉伸以及變薄拉伸加工等。
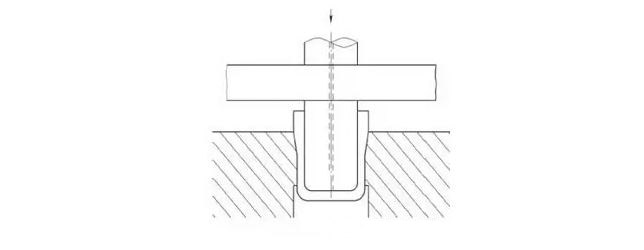
拉伸加工:使用壓板裝置,利用凸模的沖壓力,將平板材的一部分或者全部拉入凹模型腔內,使之成形為帶底的容器。容器的側壁與拉伸方向平行的加工,是單純的拉伸加工,而對圓錐(或角錐)形容器、半球形容器及拋物線(xiàn)面容器等的拉伸加工,其中還包含擴形加工。
再拉伸加工:即對一次拉伸加工無(wú)法完成的深拉伸產(chǎn)品,需要將拉伸加工的成形產(chǎn)品進(jìn)行再次拉伸,以增加成形容器的深度。
逆向拉伸加工:將前工序的拉伸工件進(jìn)行反向拉伸,工件內側變成外側,并使其外徑變小的加工。
變薄拉伸加工:用凸模將已成形容器擠入比容器外徑稍小的凹模型腔內,使帶底的容器外徑變小,同時(shí)壁厚變薄,既消除壁厚偏差,又使容器表面光滑。

使用315噸液壓拉伸機進(jìn)行五金沖壓拉伸加工時(shí),包括以下16種類(lèi)型:
1、圓筒拉伸加工:帶凸緣(法蘭)圓筒產(chǎn)品的拉伸。法蘭與底部均為平面形狀,圓筒側壁為軸對稱(chēng),在同一圓周上變形均勻分布,法蘭上毛坯產(chǎn)生拉深變形。
2、橢圓拉伸加工:法蘭上毛坯的變形為拉伸變形,但變形量與變形比沿輪廓形狀相應變化。曲率越大的部分,毛坯的塑性變形量就越大;反之,曲率越小的部分,毛坯的塑性變形越小。

3、矩形拉伸加工:一次拉伸成形的低矩形件。拉伸時(shí),凸緣變形區圓角處的拉伸阻力大于直邊處的拉伸阻力,圓角處的變形程度大于直邊處的變形程度。

4、山形拉伸加工:沖壓件的側壁為斜面時(shí),側壁在沖壓過(guò)程中是懸空的,不貼模,直到成形結束時(shí)才貼模。成形時(shí)側壁的不同部位變形特點(diǎn)不完全相同。

5、丘形拉伸加工:丘形蓋板件在成形過(guò)程中的坯件變形不是簡(jiǎn)單的拉伸變形,而是拉伸和脹形變形同時(shí)存在的復合成形。壓料面上坯件的變形為拉伸變形(徑向為拉應力,切向為壓應力),而輪廓內部(特別是中心區域)坯件的變形為脹形變形(徑向和切向均為拉應力)。

6、帶凸緣半球形拉伸加工:球形件拉伸時(shí),毛坯與凸模的球形頂部局部接觸,其余大部分處于懸空的不受約束的自由狀態(tài)。因此,此類(lèi)球面零件拉伸的主要工藝問(wèn)題在于局部接觸部分的嚴重變薄,或曲面部分的失穩起皺。

7、法蘭盤(pán)拉伸加工:將拉伸產(chǎn)品的法蘭盤(pán)部分進(jìn)行淺拉伸的加工。其應力應變情況類(lèi)似于壓縮翻邊。由于切向受壓應力,容易起皺,故成形極限主要受壓縮起皺的限制。

8、邊緣拉伸加工:對前工序拉伸產(chǎn)品的凸緣部進(jìn)行角形再拉伸加工,此種加工要求材料具有良好的塑性。

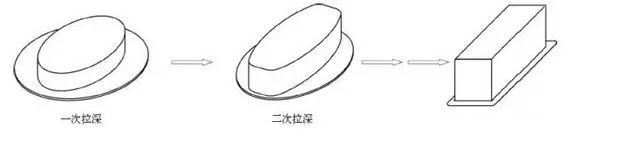
9、深度拉伸加工:超過(guò)拉伸加工極限的拉伸加工產(chǎn)品,需要經(jīng)過(guò)兩次以上的多次拉伸方能完成。經(jīng)過(guò)前工位深度方向拉伸加工的產(chǎn)品,在深度方向進(jìn)行再拉伸加工。寬凸緣拉伸件,靠前次拉伸時(shí)就拉伸成所要求的凸緣直徑,在其后再拉伸時(shí),凸緣直徑保持不變。

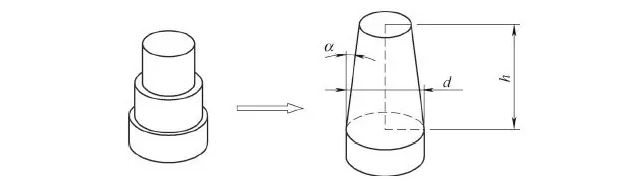
10、錐形拉伸加工:h/d>0.8、α =10°~30°的深錐形件,由于深度較大,坯料的變形程度較大,僅靠坯料與凸模接觸的局部面積傳遞成形力,極易引起坯料局部過(guò)度變薄乃至破裂,需要經(jīng)過(guò)多次過(guò)渡逐漸成形。階梯拉伸法是首先將坯料拉伸成階梯形過(guò)渡件,其階梯外形與錐形部的內形相切,較后脹形成錐形。階梯過(guò)渡件的拉伸次數、工藝等與階梯圓筒件的拉伸相同。
11、矩形再拉伸加工:多次拉伸成形的高矩形件,其變形不僅與深圓筒形件的拉伸不同,與低盒形件的變形也有很大差別。圖1-46為多工位自動(dòng)搬送壓力機進(jìn)行高矩形盒件加工時(shí),多次拉伸過(guò)程中制件外形、尺寸伴隨拉伸高度的變化。
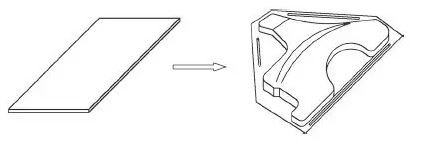
12、曲面成形加工:曲面拉伸成形,使金屬平板坯料外法蘭部分縮小,內法蘭部分伸長(cháng),成為非直壁非平底的曲面形狀的空心產(chǎn)品的沖壓成形方法。

13、臺階拉伸加工:將左側初拉伸產(chǎn)品進(jìn)行再拉伸加工,成形為右側的臺階形底部。深度較深的部分在拉伸成形的初期就產(chǎn)生變形,深度較淺的部分在拉伸的后期產(chǎn)生變形。在臺階變化部分的側壁易誘發(fā)切應力產(chǎn)生變形。

14、反向拉伸加工:將前工序拉伸加工的工件,進(jìn)行反向拉伸,是再拉伸的一種。反向拉伸法可增加徑向拉應力,對于防止起皺可收到較好效果。也有可能提高再拉伸的拉伸系數。

15、變薄拉伸加工:與普通拉伸不同,變薄拉伸主要是在拉伸過(guò)程中改變拉伸件筒壁的厚度。凸凹模之間的間隙小于毛坯厚度,毛坯直壁部分在通過(guò)間隙時(shí),處于較大的均勻壓應力之下,拉伸過(guò)程中壁厚變薄的同時(shí),消除容器壁厚偏差,增加容器表面的光滑度,提高精度和強度。
16、面板拉伸加工:面板產(chǎn)品是板材沖壓件,表面形狀復雜。在拉伸工序中,毛坯變形復雜,其成形性質(zhì)已非簡(jiǎn)單的拉伸成形,而是拉深與脹形同時(shí)存在的復合成形。

315噸液壓拉伸機|金屬制品拉伸成型液壓機又稱(chēng)為多功能拉伸機,可加工多種拉伸工件。拉伸液壓機也可用于矯正、壓裝、打包、壓塊和壓板等。還可用于軸類(lèi)零件的壓制工藝,型材的校準、扣壓、壓裝工藝以及板材零件的彎曲、爭辯、定型、壓印、套型、拉伸、可塑性材料的壓制工藝,如沖壓、彎曲、翻邊薄拉伸等作業(yè),也可以從事校正、壓裝、塑料制品及粉末制品的壓制成型作業(yè)。因其應用范圍廣泛也被稱(chēng)為萬(wàn)能拉伸液壓機。
拉伸液壓機發(fā)動(dòng)液壓閥時(shí)先輸出電磁閥操控信號,然后輸出體系壓力流量操控信號,封閉液壓閥時(shí)先清零體系壓力操控信號,然后再封閉液壓閥操控信號,這樣就能夠確保開(kāi)關(guān)液壓閥時(shí)體系環(huán)境是低壓或者是無(wú)壓狀況,能夠有用降低液壓沖擊。在此過(guò)程中添加的延時(shí)環(huán)節通常取0.1秒(100毫秒)為宜,由于液壓體系的呼應時(shí)刻通常為十毫秒等,有用靈敏的使用份額壓力流量信號輸出斜坡將能夠大大提高液壓機液壓體系平穩性和操控精度。通常情況下,程序中每個(gè)舉措都會(huì )設置不一樣的壓力流量上升降低斜坡,默認值設定為快(即0秒),依據不一樣的舉措需求能夠更改數值,大為9.9秒,例如在體系鎖模上壓時(shí),能夠恰當添加壓力上升斜坡,這樣就能夠防止鎖模壓力過(guò)沖的疑問(wèn)。



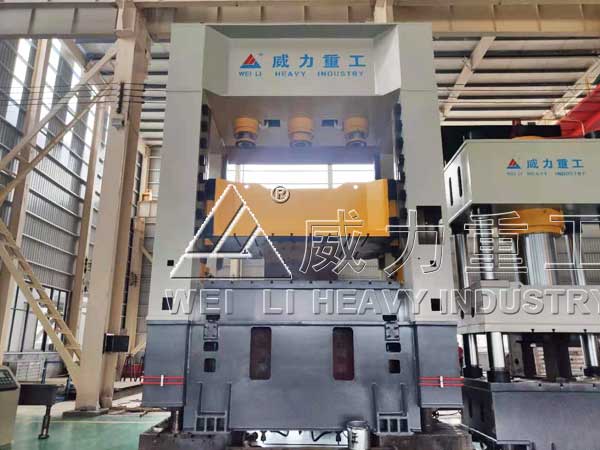
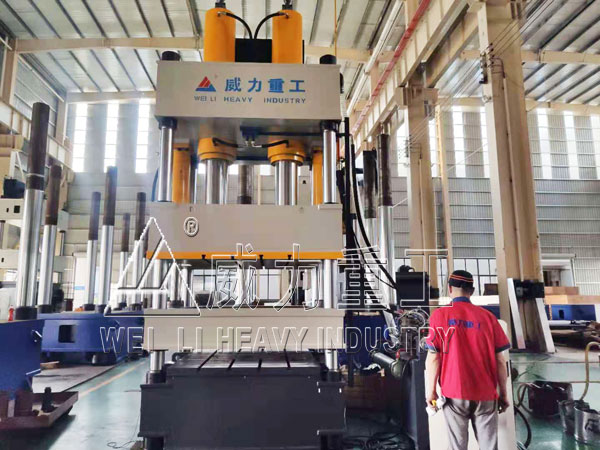
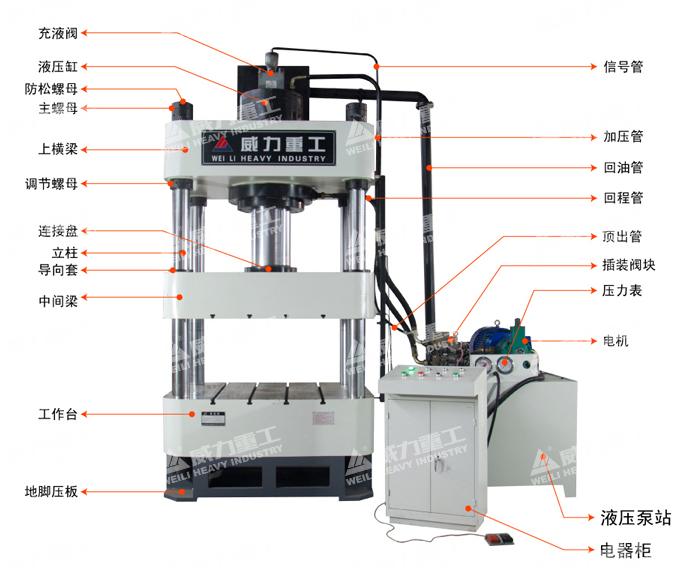
315噸液壓拉伸機|金屬制品拉伸成型液壓機機身由上橫梁、滑塊、工作臺、立柱、鎖緊螺母、調節螺母等組成,上橫梁和工作臺用四根立柱與鎖緊螺母聯(lián)成一究竟剛性桁架,滑塊則由四根立柱導向,在蹭作上下運動(dòng)。通過(guò)調節四個(gè)調節螺母,可調節滑塊下平面對工作臺臺面的不平行度及行程時(shí)的不垂直度。
315噸液壓拉伸機|金屬制品拉伸成型液壓機性能試驗:
拉伸液壓機的性能試驗應在空運轉試驗和負荷運轉試驗過(guò)程中結合進(jìn)行,按產(chǎn)品制造與驗收技術(shù)條件中的專(zhuān)門(mén)試驗規范進(jìn)行試驗,一般性能試驗內容如下:
1、起動(dòng)、停止試驗:連續進(jìn)行,不少于3次,動(dòng)作應靈敏、可靠。
2、滑塊的運轉試驗:連續進(jìn)行,不少于3次,動(dòng)作應平穩、可靠。
3、滑塊行程的調整試驗:按大行程長(cháng)度進(jìn)行調整,動(dòng)作應平穩、可靠,并符合附錄A的有關(guān)規定。
4、滑塊行程限位器試驗:一般可結合滑塊行程調整試驗進(jìn)行,動(dòng)作應準確、可靠。
5、滑塊行程速度調整試驗:按大空行程速度進(jìn)行調整,動(dòng)作應準確、可靠(不包括減速動(dòng)作區域)并符合附錄A的有關(guān)規定。
6、壓力調整試驗:按規定從低壓到高壓分級調試,每個(gè)壓力級的壓力試驗均應平穩可靠。
7、保壓與補壓試驗:按額定壓力進(jìn)行保壓試驗,應符合表3的規定。補壓試驗應靈敏可靠、
8、附屬裝置試驗:裝有坯料(粉料)送進(jìn)裝置、制品送出裝置、移動(dòng)工作臺、機械手、計數器以及其他附屬裝置的動(dòng)作試驗,均應協(xié)調、準確、可靠。
9、安全裝置試驗:裝有緊急停止和緊急回程,意外電壓恢復時(shí)防止電力驅動(dòng)裝置的自行接通、警鈴(或蜂鳴器)警告燈、以及光電保護裝置等的動(dòng)作試驗,均應安全、可靠。
10、安全閥試驗:結合超負荷試驗進(jìn)行,動(dòng)作試驗不少于3次,應靈敏可靠。
315噸液壓拉伸機|金屬制品拉伸成型液壓機壓制速度的調整:
制件的壓制工藝一般會(huì )要求一定的壓制速度,調整壓制速度的辦法有好幾種,例如可以用壓力補償變量泵來(lái)實(shí)現按一定規律變化的壓制速度的要求。也可以采用機動(dòng)伺服變量泵,故仍利用行程擋塊(塊擋的形狀)來(lái)使液壓泵按一定規模變化以達到規定的壓制速度。
315噸液壓拉伸機|金屬制品拉伸成型液壓機廠(chǎng)家優(yōu)勢:
★山東威力重工生產(chǎn)的三梁四柱液壓機可以滿(mǎn)足客戶(hù)的各種特殊需求,公司可以對客戶(hù)提的不同生產(chǎn)工藝要求盡大努力滿(mǎn)足客戶(hù)。公司生產(chǎn)的液壓機可以實(shí)現鑄造、加工、組裝一次完成,完全可以滿(mǎn)足客戶(hù)生產(chǎn)工藝需求的同時(shí)保證產(chǎn)品的質(zhì)量。
★公司還會(huì )針對購買(mǎi)我們液壓機的客戶(hù)提供產(chǎn)品使用說(shuō)明書(shū)、產(chǎn)品合格證書(shū)、裝箱單以及全套的技術(shù)資料,為客戶(hù)提供針對操作人員的專(zhuān)業(yè)培訓,直到操作人員可以熟練操作產(chǎn)品,同時(shí)還會(huì )提供專(zhuān)業(yè)的售后服務(wù)。
★山東威力重工可以根據客戶(hù)需求為客戶(hù)量身定做液壓機油缸行程、開(kāi)口高度、噸位、工作臺面大小、工作速度等參數,為客戶(hù)定做合理、高性?xún)r(jià)比、適合客戶(hù)的液壓機。

山東威力重工生產(chǎn)的拉伸液壓機,壓裝液壓機,粉末成型液壓機,三梁四柱液壓機,單臂液壓機,框架式液壓機選型熱線(xiàn):0632-5850029 18306370898(同微信)
山東威力重工生產(chǎn)的拉伸液壓機,壓裝液壓機,粉末成型液壓機,三梁四柱液壓機,單臂液壓機,框架式液壓機選型熱線(xiàn):0632-5850029 18306370898(同微信)
上一篇:上一篇:沒(méi)有了
下一篇:下一篇:不銹鋼拉伸液壓機|500噸四柱液壓機定做
相關(guān)產(chǎn)品: