



電梯配重塊是由廢舊金屬破碎后,經(jīng)過(guò)稱(chēng)重,熱壓成型需要的形狀。熱壓成型電梯配重塊必要的設備之一,就是壓力機和成型模具,更換模具,也可壓制其他的粉末制品。根據配重塊的尺寸、密度要求,選用不同隊噸位的液壓壓力機設備,根據山東威力重工多年的設計生產(chǎn)經(jīng)驗,常用1000噸、1250噸、1600噸、1800噸、2500噸、3600噸、4000噸等四柱液壓機。那么這種大型電梯配重塊熱壓成型壓力機是如何實(shí)現壓制的,以及如何操作,具體的方法如下。
電梯配重塊成型工藝通常由以下四個(gè)步驟組成:
1、落料階段:先使用于帶動(dòng)活動(dòng)料筒的水平液壓缸中的活塞桿與固定料筒的位置對正,然后已經(jīng)經(jīng)過(guò)穩重的某種材質(zhì)的金屬是由固定料筒準確地落入到電梯配重塊熱壓成型壓力機的物料腔里;
2、擠壓階段:為了使上蓋板將腔口封嚴,蓋板需由水平液壓缸的活塞桿后移來(lái)帶動(dòng),擠壓頭則是由垂直布置的墳缸的活塞桿來(lái)帶動(dòng)上升的,這樣準確落入物料腔里的金屬物料被擠壓頭向上方擠壓,被壓縮成型,這個(gè)階段包括快速進(jìn)給、工作進(jìn)給和保持壓力等幾個(gè)工作步驟;
3、出腔階段:為了保證垂直布置液曲的活塞桿能夠上升,水平液壓缸的桿腔進(jìn)油推動(dòng)水平液壓缸的活塞桿后退,上蓋板被打開(kāi),金屬物料塊被推舉到腔口的上面,以備在下一個(gè)工藝過(guò)程被推出;
4、推出階段:水平液壓缸的活塞桿被油推動(dòng)向前移動(dòng),于是上蓋板將已經(jīng)被壓縮成型的金屬物料塊推出電梯配重塊熱壓成型壓力機的機體,并且準確地落在位于壓塊后邊的輸送機上面。

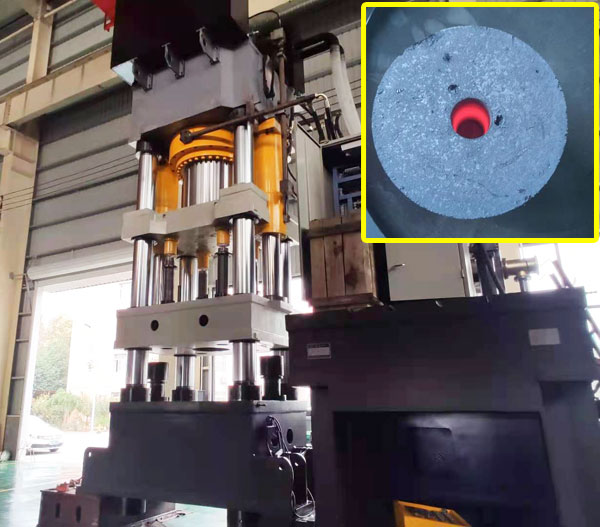
熱壓成型電梯配重塊
電梯配重塊成型壓力機的操作步驟:
1、電梯配重塊熱壓成型壓力機工作時(shí),操作人員必須專(zhuān)心,注意同事是否處于安全位置,協(xié)調操作,嚴格防止誤操作;開(kāi)始前先檢查油箱的油位是否在正常位置。如果未顯示,請在液位計的指定位置加油,以確保60%-80%的油箱可以啟動(dòng)電動(dòng)機和發(fā)動(dòng)機。
2、按下銅屑壓塊機啟動(dòng)按鈕,運行指示燈,并聆聽(tīng)機油泵的聲音是否異常。如有異常,請立即停止檢查。
3、將開(kāi)關(guān)轉到手動(dòng)操作控制位置,并在不給空機器供料的情況下操作主缸,脫模缸和布料缸兩次或多次。觀(guān)察其是否正常工作,壓力表是否正常,管道和接頭是否泄漏。
4、確定每個(gè)組件的正常位置后,將其轉換為自動(dòng)操作,并在操作過(guò)程中不斷觀(guān)察每個(gè)組件的操作。電梯配重塊熱壓成型壓力機自動(dòng)操作壓餅技術(shù)可直接在爐中使用,鑄鐵等級可達到HT200-250,每噸鑄件可節約成本約700元。如果出現停滯,漏油等情況,應立即將其關(guān)閉,并由經(jīng)驗豐富的維護人員進(jìn)行檢查和維護。

2500噸電梯配重塊成型液壓機
2500噸電梯配重塊成型液壓機
電梯配重塊成型壓力機采用伺服數控系統,機型屬于粉末液壓機系列,四梁四柱液壓機結構,噪音低、體積小、工作運行平穩、節能省電、速度可調、行程可調、壓力可調,配大屏幕液晶觸摸屏,人機界面清晰人性化,操作簡(jiǎn)單方便。用于電梯配重塊、壓?jiǎn)♀徟渲貕K、高鐵配重塊、礦山用品配重塊的冷壓熱壓成型,也稱(chēng)為電梯配重塊液壓機,采用四梁四柱式結構設計,是根據壓坯加工工藝、壓制噸位、裝粉高度、壓縮比、壓制速度等對壓坯密度的影響以及使壓坯密度均勻的條件下定做伺服模架,確定使用比例閥控制的比例控制系統和比例位移控制,能夠便于計算機控制,控制性能好。計算了液壓回路和元器件流量、壓力等參數、并且完成了伺服系統主要元件的選型。
上一篇:上一篇:1600噸龍門(mén)框架式液壓機熱壓成型鋼渣粒子鋼塊
下一篇:下一篇:1000噸植物纖維托盤(pán)成型液壓機熱壓工藝介紹

