






- 產(chǎn)品名稱(chēng):汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機
- 推薦度:

- 參數特點(diǎn)
- 關(guān)于液壓機廠(chǎng)家
- 購買(mǎi)須知
咨詢(xún)熱線(xiàn) : 18306370898
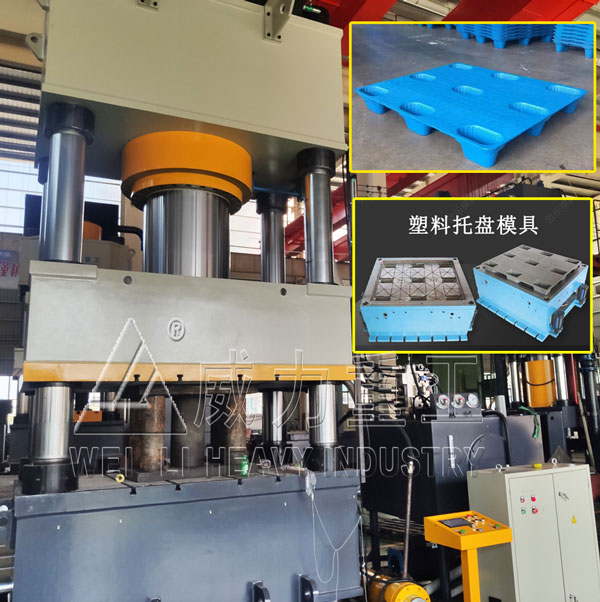
玻璃鋼應用在汽車(chē)領(lǐng)域范圍較廣,例:保險杠、車(chē)體外殼、燈具、車(chē)身附件、擋泥瓦 、擋沙板、廂式貨車(chē)專(zhuān)用導流罩等等。這種用于半掛車(chē)貨車(chē)上的導流罩又稱(chēng)導風(fēng)板,可以改善汽車(chē)的空氣動(dòng)力性,是提高汽車(chē)的生產(chǎn)效率、降低燃料消耗、改善使用性能的重要措施。成型方式有多種,常見(jiàn)的有注塑成型,模壓成型兩種,這里我們主要介紹這種使用大型液壓機設備一次模壓成型的玻璃鋼導流罩的機器設備特點(diǎn)與性能介紹。。山東威力重工機床有限公司設計生產(chǎn)有1500噸、2000噸、2500噸、3000噸、3500噸四柱液壓機或框架式液壓機等。采購定做了解該設備更多信息,咨詢(xún)張經(jīng)理18306370898(可加微信)或來(lái)廠(chǎng)實(shí)地考察。
汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機設計特點(diǎn):
1、采用插裝閥集成系統,電器采用PLC可編程程序控制。
2、壓制動(dòng)作一般為:滑塊塊下、減速下行、慢速壓制成型(有時(shí)需排氣)、保壓、泄壓、滑塊微回、快回至上限位、頂出缸慢頂頂出缸快頂、頂出缸退回、手工取料并加料。
3、汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機的動(dòng)作構成有高低壓組合泵,在快速下行時(shí)則由自重下行充油實(shí)現,因而大大降低了快速階段所需功率、要預壓制時(shí),高低壓泵的參與工作,在壓力達到一定值或某一設定位置后,低壓泵泄壓,高壓泵工作,這樣形成低速壓制便于材料充分流動(dòng)及排出模腔。
4、主要元件配置的優(yōu)越,大大提高了產(chǎn)品可靠性。
5、成型溫度、壓力、速度、加壓時(shí)間全部都可以在觸摸屏設定、調節,實(shí)現自動(dòng)控制;
6、預壓壓力、速度均可調節,在大面積、結構復雜產(chǎn)品的壓制時(shí),對適應材料的不同流動(dòng)性比較方便。
7、配備自動(dòng)補壓系統,保證在長(cháng)時(shí)間停機保壓時(shí)壓力的穩定。自動(dòng)補壓系統有泵式補壓和蓄能器式補壓兩種系統供選擇。
8、具有快速加壓功能,以利于工件達到高的表面質(zhì)量。
9、可以在整個(gè)保壓時(shí)間內,分成幾段時(shí)間設定不同的保壓壓力,這在某些壓制工藝中可提高工件的表面質(zhì)量。
10、精度高、自動(dòng)化程度高,能滿(mǎn)足復合材料/玻璃鋼制品多種模壓工藝的動(dòng)作和控制要求。
11、四柱式、框架式兩種結構,計算機優(yōu)化設計,結構簡(jiǎn)單,剛性好,抗偏載能力強,操作簡(jiǎn)單。
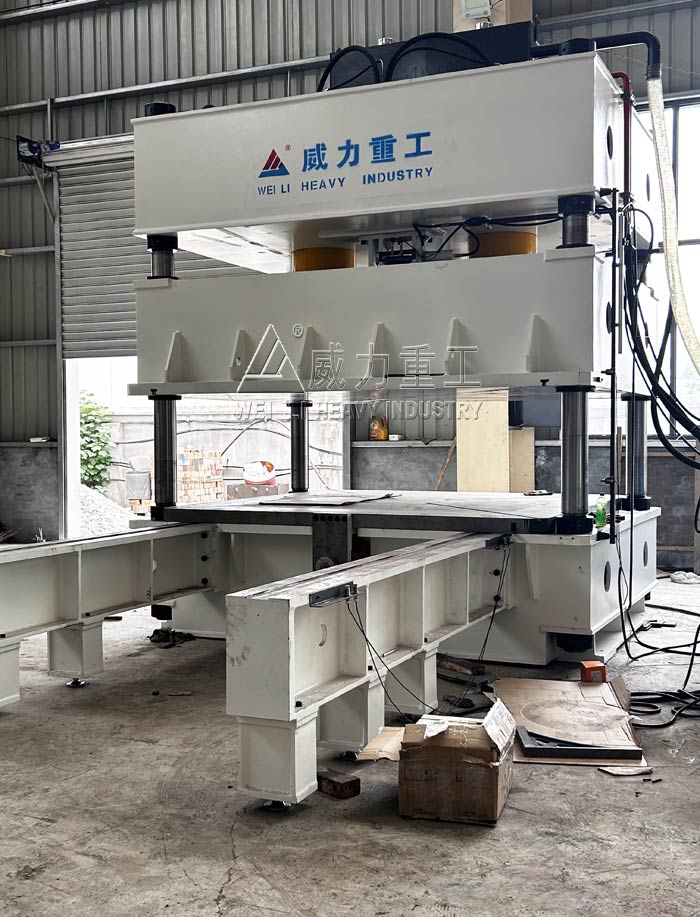
玻璃鋼汽車(chē)導流罩模壓液壓機

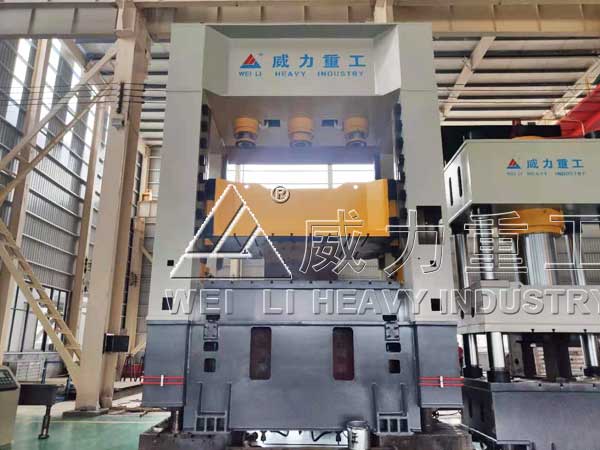
2000噸三梁四柱液壓機生產(chǎn)加工現場(chǎng)
應用領(lǐng)域:
適用于熱固性塑料(BMC/DMC、SMC)、熱塑性復合材料(GMT、LFT)等纖維強化塑料、復合材料制品,以及橡膠制品的模壓成型。廣泛應用于汽車(chē)、建材、船舶、軍工、航空航天、機車(chē)、能源、電子設備等行業(yè)。
模壓玻璃鋼汽車(chē)導流罩成型:
1、模壓成型法原理
汽車(chē)玻璃鋼導流罩模壓成型是將一定量的模壓料加入預熱的模具內,經(jīng)加熱加壓固化成型塑料制品的方法。其基本過(guò)程是:將一定量經(jīng)一定預處理的模壓料放入預熱的模具內,施加較高的壓力使模壓料填充模腔。在一定的壓力和溫度下使模壓料逐漸固化,然后將制品從模具內取出,再進(jìn)行必要的輔助加工即得產(chǎn)品。
2、成型工藝流程
模壓成型工藝主要分為壓制前的準備和壓制兩個(gè)階段。
3、成型設備
汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機是模壓成型的主要設備。壓機的作用是提供成型時(shí)所需要的壓力以及開(kāi)模脫出制品時(shí)所需的脫模力,現大多采用液壓機。
壓制玻璃鋼汽車(chē)導流罩的準備:
壓制玻璃鋼汽車(chē)導流罩的準備:
預浸料是將增強用纖維材料預先浸漬過(guò)樹(shù)脂,并經(jīng)干燥后制成,呈片狀。可以是干而硬挺的,也可以是軟而粘手的。纖維可以是短切氈、粗格子布或單向紗等。
SMC是含有短切纖維和填料的樹(shù)脂系統,制成薄氈狀,氈的兩表面有兩層薄膜包覆成卷材。
將SMC或預展料切割成形,按要求層數疊合起來(lái),放入模腔。新模具啟用時(shí)要上脫模劑,運轉正常后改用內脫模劑。模壓溫度、壓力與固化時(shí)間取決于樹(shù)脂配方及制品厚度。一般估計SMC的固化時(shí)間為:1min/mm(以壁厚計)。有時(shí)先加一定時(shí)間的接觸壓力,以加熱預浸料,使之部分固化,減少樹(shù)脂的流動(dòng)性,然后加全壓。
模壓汽車(chē)玻璃鋼導流罩各面光滑,看不見(jiàn)纖維形態(tài)。玻璃纖維含量20%~35%,制品厚度常為1.6~6mm。超過(guò)10mm厚度時(shí),可能出現分層。厚度大時(shí)好用團狀模塑料。
用SMC模壓時(shí)所需壓力比用液體樹(shù)脂高為3~7MPa,模具設計要使修邊在模內進(jìn)行。樹(shù)脂用高黏度系統.在模壓時(shí)很少粘模。為改進(jìn)制品的表面粗糙度,可用低輪廓樹(shù)脂,對較大平整表面制品可免除表面波紋、褶皺及沉陷痕跡。

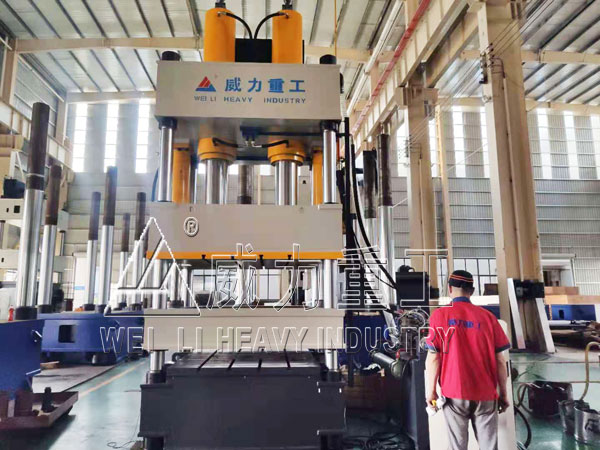
玻璃鋼汽車(chē)導流罩模壓加工現場(chǎng)

一次模壓成型玻璃鋼導流罩產(chǎn)品
主機部分:
機身
汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機機身采用四柱式結構。機身各大結構件均采用鋼板Q235焊接結構。設備主要結構件外觀(guān)平整,無(wú)明顯的凹凸現象,焊縫打磨平整,無(wú)焊渣和流疤現象。整機結構設計全部采用計算機優(yōu)化設計,使其具有良好的強度和剛度,同時(shí)兼顧外形美觀(guān)。
● 上梁:焊接件,鋼板焊接而成,焊后時(shí)效處理。
●立柱:材料為 45#鋼調質(zhì),立柱采用螺母緊固,以便于機身預緊。立柱經(jīng)調質(zhì)處理,導向部分表面鍍硬鉻0.05mm,提高表面精度、耐磨性及較強的抗偏載能力。
● 底座:焊接件,Q235鋼板焊接而成,焊后時(shí)效處理。
1.2-滑塊
滑塊為鋼板焊接結構,鋼板為Q235鋼板,焊接后進(jìn)行消除應力處理,滑塊上平面與主缸活塞桿連接,滑塊下平面加工有“T”型槽,“T”型槽布置按甲方提供的布置圖制作。
1.3-主油缸
汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機主油缸采用三缸結構。油缸缸體采用優(yōu)質(zhì)碳素鋼45#整體鍛件,油缸內表面經(jīng)過(guò)珩磨、滾壓工藝,使液壓油缸具有足夠的強度和剛度。柱塞桿采用優(yōu)質(zhì)碳素鋼鍛件,其表面經(jīng)中頻淬火處理,硬度在HRC42~50之間并且表面鍍鉻。油缸密封采用優(yōu)質(zhì)密封件密封,確保密封性能可靠,使用壽命長(cháng)。
1.4-緩沖缸
壓機按需備沖裁緩沖裝置,由緩沖缸、緩沖系統及相連機構構成,安裝于壓機底梁上部,用于切邊、沖孔等沖裁工藝。沖裁過(guò)程中可通過(guò)緩沖缸、緩沖系統吸收沖擊,消除震動(dòng)。
1.5-行程限位
汽車(chē)玻璃鋼導流罩成型液壓機1500噸2000T模壓機的主行程限位及液壓墊行程限位采用位移傳感器控制,各位置控制轉換點(diǎn)可以在顯示屏上直接設定。并設置上下極限行程開(kāi)關(guān)進(jìn)行保護,保證滑塊不會(huì )超程運行。
上一篇:上一篇:玻璃鋼負壓風(fēng)機外殼成型液壓機-1500噸四柱模壓機
下一篇:下一篇:新能源電池殼模壓液壓機-500噸復合材料液壓機
相關(guān)產(chǎn)品: