



不銹鋼水箱模具,錨桿托盤(pán)模具,玻璃鋼化糞池模具與液壓機床廠(chǎng)家關(guān)系。
不銹鋼水箱模具工藝流程:
不銹鋼水箱模具工藝流程:
1、粗加工:底面加工,加工量保證;鑄件毛坯基準找正,2D、3D型面余量檢查;2D、3D型面粗加工,非安裝非工作平面加工(包括安全平臺面、緩沖器安裝面、壓板平面、側基準面);
2、半精加工:半精加工前,側基準面的找正確保精度;半精加工2D、3D型面,精加工各類(lèi)安裝工作面(包括限位塊安裝面及接觸面、鑲塊安裝面及靠背面、沖頭安裝面、廢料切刀安裝面及靠背面、彈簧安裝面及接觸面、各類(lèi)行程限制工作面、斜楔安裝面及靠背面),半精加工各類(lèi)導向面、導向孔,留余量精加工工藝基準孔及高度基準面,并記錄數據;檢驗復查加工精度;鉗工鑲作工序;
3、精加工:精加工前,工藝基準孔基準面找正,鑲塊余量檢查;精加工型面2D、3D,側沖型面及孔位,精加工工藝基準孔及高度基準,精加工導向面及導向孔;檢驗復查加工精度。
水箱模具加工制作是一門(mén)精深的工藝,加工時(shí)需要認真對待每一個(gè)細節,注重模具產(chǎn)品的品質(zhì),這樣才能生產(chǎn)出優(yōu)質(zhì)模具。
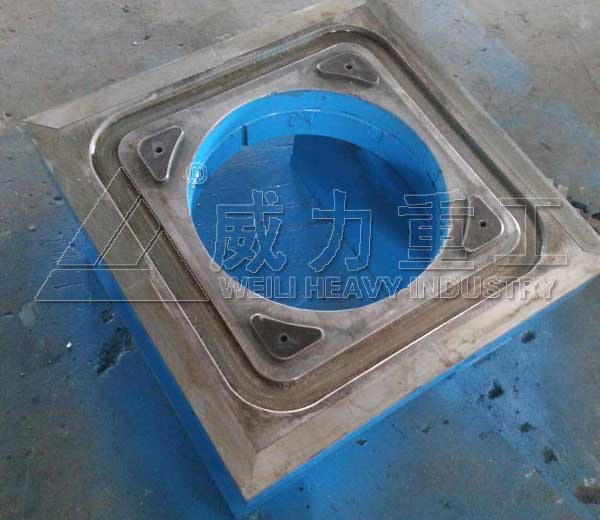
不銹鋼水箱板沖壓模具
錨桿托盤(pán)模具:
錨桿托盤(pán)一次成型模具,包括底座,底座上固定設置有銃頭支架,銃頭呈豎直狀態(tài)安裝在所述的銃頭支架的中軸線(xiàn)位置上,下模通過(guò)帶有彈簧的螺栓設置在所述的銃頭支架上,固定設置在上模支架上的上模位于下模的上方,所述的上模支架通過(guò)四周帶有回位彈簧的螺栓支撐在底座上。本發(fā)明與壓力機械配合使用,利用上模、下模和銃頭對錨桿托盤(pán)實(shí)施軋制、銃孔一次成型,不需要二次鉆孔,省時(shí)省力、設備投入低,能極大地提高工作效率,降低勞動(dòng)強度,保證了操作人員的安全。

錨桿托盤(pán)模具
玻璃鋼化糞池模具:
化糞池模具應圍繞質(zhì)量進(jìn)行,增加模具壽命等情況出發(fā),考慮模具的型腔形狀、分型面、進(jìn)澆位置和方式、排氣位置等,對模具的精度、形狀、復雜程度以及物理性質(zhì)有重要影響。

玻璃鋼化糞池模具
化糞池模具標準化是組織模具專(zhuān)業(yè)化生產(chǎn)的前提,而模具的專(zhuān)業(yè)化生產(chǎn)是提高模具質(zhì)量、縮短模具制造周期、降低成本的關(guān)鍵。采用和購買(mǎi)標準模架及其它標準件。模架及標準件由專(zhuān)門(mén)的廠(chǎng)家、企業(yè)通過(guò)社會(huì )化分工進(jìn)行生產(chǎn),使有限的資源得到優(yōu)化配置。通常,模具在報廢之后,只是凸凹模(或型芯型腔)不能再用,但是模架還基本完好無(wú)損,因此,使用標準模架有助于模架的再利用。沖壓模和注塑模的模架都有很多種類(lèi),而這些模架也基本是由標準的上下模座、導柱、導套等部件組成。同時(shí),模架的標準化可以使生產(chǎn)模架所使用的設備大大減少,從而節約資源,也利于管理。化糞池模具各結構單元的規范化、標準化可加快設計速度,縮短設計周期,方便加工管理。

液壓機廠(chǎng)家部分案例
不銹鋼水箱模具,錨桿托盤(pán)模具,玻璃鋼化糞池模具廠(chǎng)家與液壓機關(guān)系是怎樣的呢?一般液壓機完成沖壓成型工藝,基本都需要模具來(lái)相互配合完成生產(chǎn)。很多客戶(hù)在采購時(shí),會(huì )想液壓機與模具一起采購,殊不知,一般生產(chǎn)液壓機的廠(chǎng)家,都不生產(chǎn)模具。模具有專(zhuān)門(mén)模具廠(chǎng)家。不過(guò)在不銹鋼水箱模具+液壓機、錨桿托盤(pán)模具+液壓機,玻璃鋼化糞池模具+液壓機,整套設備提供過(guò),模具是與合作的模具廠(chǎng)家提供的。液壓機由山東威力重工提供。如果您想省去一些麻煩,一站式采購,可咨詢(xún)威力重工張經(jīng)理:18306370898(可加微信)

威力重工提供的不銹鋼水箱成套加工設備客戶(hù)使用現場(chǎng)
采購定做不銹鋼水箱板沖壓液壓機、錨桿托盤(pán)液壓機及生產(chǎn)線(xiàn)、玻璃鋼化糞池液壓機等設備,選擇威力重工能為您提供更高效快速的解決方案。有些設備模具可以根據需求配帶,具體看客戶(hù)產(chǎn)品。。
本文由:液壓機廠(chǎng)家 搜集整理
上一篇:上一篇:什么坯料適合紅沖液壓機模鍛生產(chǎn)?
下一篇:下一篇:315噸汽車(chē)腳墊內飾模壓成型液壓機液壓系統設計

